
Kentip Style TPD
Home > Drilling > Kentip Style TPD
SEE OTHER PRODUCT
Kentip Style TPD
TPDB
Indexable Drill for High Precision and High Efficiency Top Solid Piercing Drill Blade
- High Precision Clamping System High precision ground insert and auto-centering
- Screw-on Clamping Clamping system for an easy and quick insert change
- Excellent Surface Finish Reduced surface roughness and extended tool life due to low cutting force, excellent chip control, ultra fine substrate and advanced coating technology
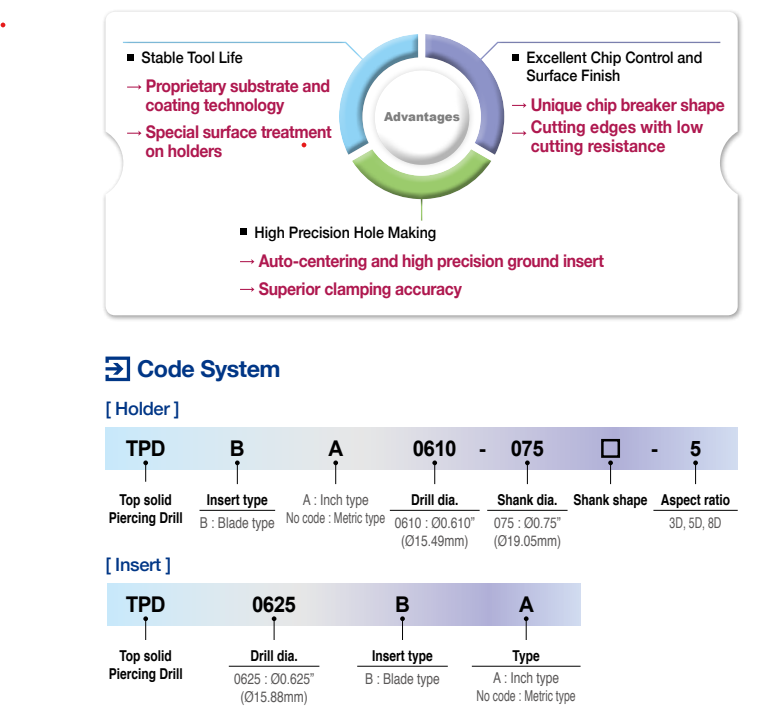
TPDB Stable Tool Life Proprietary substrate and coating technology Special surface treatment on holders High Precision Hole Making Auto-centering and high precision ground insert Superior clamping accuracy Excellent Chip Control and Surface Finish Unique chip breaker shape Cutting edges with low cutting resistance Advantages [ Holder ] [ Insert ] – – Top solid Piercing Drill TPD Top solid Piercing Drill TPD Insert type B : Blade type B A : Inch type No code : Metric type A Drill dia. 0625 : Ø0.625” (Ø15.88mm) 0625 Insert type B : Blade type B A Type A : Inch type No code : Metric type Aspect ratio 3D, 5D, 8D 5 Drill dia. 0610 : Ø0.610” (Ø15.49mm) 0610 Shank dia. 075 : Ø0.75” (Ø19.05mm) 075 Shank shape Code System KORLOY’s new indexable drill is released. TPDB uses a convenient insert change system while being economical. The TPDB inserts ensure excellent hole quality thanks to high accuracy manufacturing process and strong clamping system. It is specifically engineered for making deep holes with diameters bigger than Ø10 and deeper than 8 times of the drill diameter (8D). Therefore the TPDB is a reliable alternative to solid and brazed drills. The TPDB additionally features KORLOY’s proprietary three dimensional chip breakers on the flutes. This system improves chip control and chip flow for an excellent surface finish. Its advanced holder surface treatment and insert coating technology maximize the tool life. The TPDB also takes advantage of S-shaped cutting edges that have high rigidity and help achieve vibration-proof drilling with small horse power machines. Our first recommend universal grade is the PC5300, and for carbon steels where built-up edges are heavily common PC5335 is recommended.
TPDB Scratches on the Margin
Factor
- Lack of coolant
- Lack of lubrication in deep drilling of MQL machining
- Drill bending due to improper holding or insufficient rigidity drill length
- Low rigidity or concentricity
Solution
- Use more coolant • Low cutting speed
- Fix the workpiece tightly and check the concentricity
- Check the precision of the drill installation(below 0.787 µin)
Wear on the Margin
Factor
- Machining of all-metal or heat resisting alloy
- Dissolution of back-tapper due to excessive drill wear
- In interrupted machining, unstable machining on the end of hole
- Lack of lubrication due to the workpiece and the outside of holder contacting
Solution
- Check the machining part • Lower the cutting speed
- Fix the workpiece accurately • Check the machinability of the machine
- Check the precision of drill installment (below 0.787 µin)
Chipping on the Corner
Factor
- In interrupted machining
- Chattering in drilling
(unstable clamping, low rigidity of machine and bending)
- Chattering due to concentricity of drill
Solution
- Check the machining part • Lower the cutting speed
- Fix the workpiece accurately • Check the machinability of the machine
- Check the precision of drill installment (below 0.787 µin)
Wear on the Bevel
Factor
- Machining with low cutting speeds
- Machining in free-cutting steel
- Chip erosion of flute
- Lack of coolant
Solution • Increase cutting speed • Low thinning angle
- Reduce the honing • Use more coolant
Chipping on the Bevel
Factor
- Pre-treatment on the center of hole makes fracture on the cutting edge partially
- Unstable chip evacuation due to step drilling
- Chattering in drilling and less precision of installment
Solution
- Check the pre-machining
- Check the clamping of workpiece
- Check the precision of drill installment (below 0.787 µin)